3D Printing - SLS (Selective Laser Sintering)
v0.1, Ger Walsh - June 2022
General
"Selective laser sintering (SLS) is an additive manufacturing (AM) technique that uses a laser as the power and heat source to sinter powdered material (typically nylon or polyamide), aiming the laser automatically at points in space defined by a 3D model, binding the material together to create a solid structure". https://en.wikipedia.org/wiki/Selective_laser_sintering
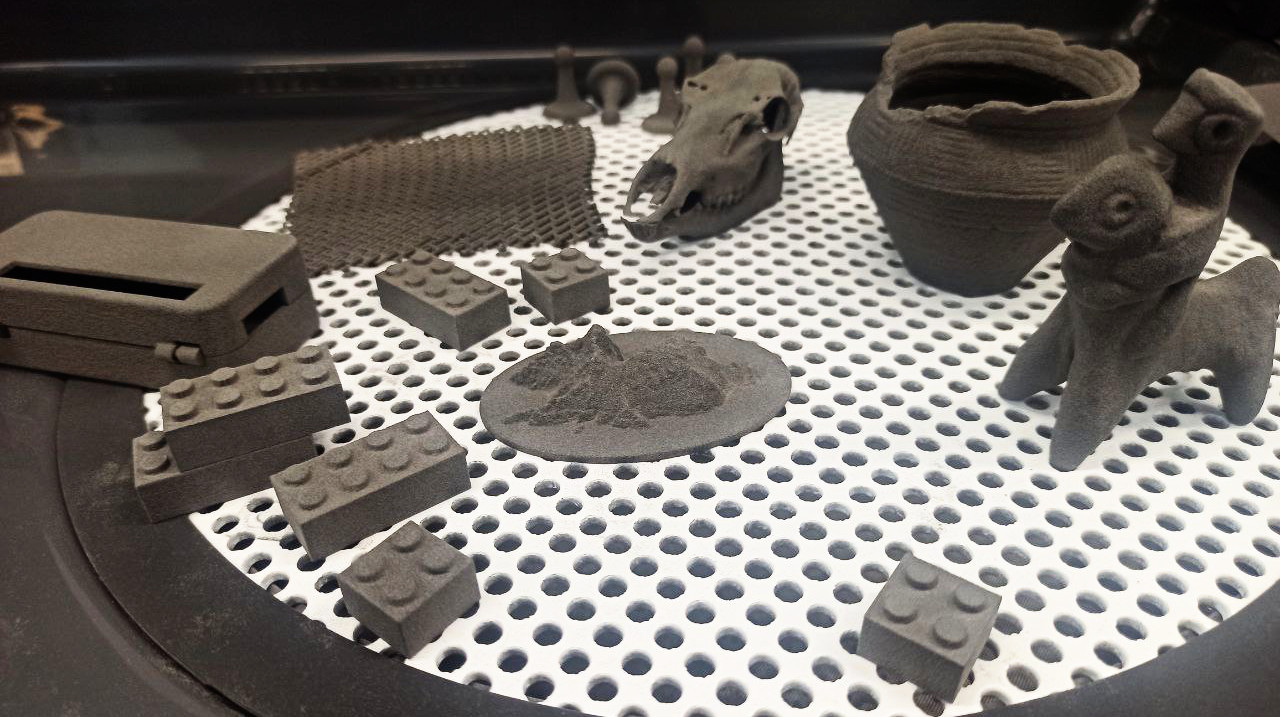
©Formlabs, SLS 3D Printing Workflow - The Fuse 1 Demo
Materials
Please note, as the Fuse1 is a new machine, both to Fab Lab Limerick and on the in general, Formlabs is still developing other powders that can be used. For the moment we only stock Nylon 12, which is a great all-rounder.
Nylon 12
Good strength and detail.
Nylon 12 Powder is a highly capable material for both functional prototyping and end-use production of complex assemblies and durable parts with high environmental stability.
| Tensile Strength | Elongation AT BREAK (X/Y) | Refresh Rate |
|---|---|---|
| 50MPa | 11% | 30% |
Nylon 12 GF (Glass Filled)
A glass-filled material with enhanced stiffness and thermal stability for demanding industrial environments. Choose Nylon 12 GF Powder to produce stiff functional prototypes or end-use parts for applications where structural rigidity and thermal stability are critical.
| Tensile Modulus | Heat Deflection Temp (@ 1.8 MPa) | Refresh Rate |
|---|---|---|
| 2800MPa | 113ºC | 30-50% |
Nylon 11
For highly ductile, robust parts, Nylon 11 Powder is a higher-performance nylon material for functional prototyping and small batch production. Compared to Nylon 12 Powder, Nylon 11 Powder is more flexible, less brittle, and better at printing thin walls.
| Tensile Strength | Elongation AT BREAK (X/Y) | Refresh Rate |
|---|---|---|
| 49MPa | 40% | 50% |
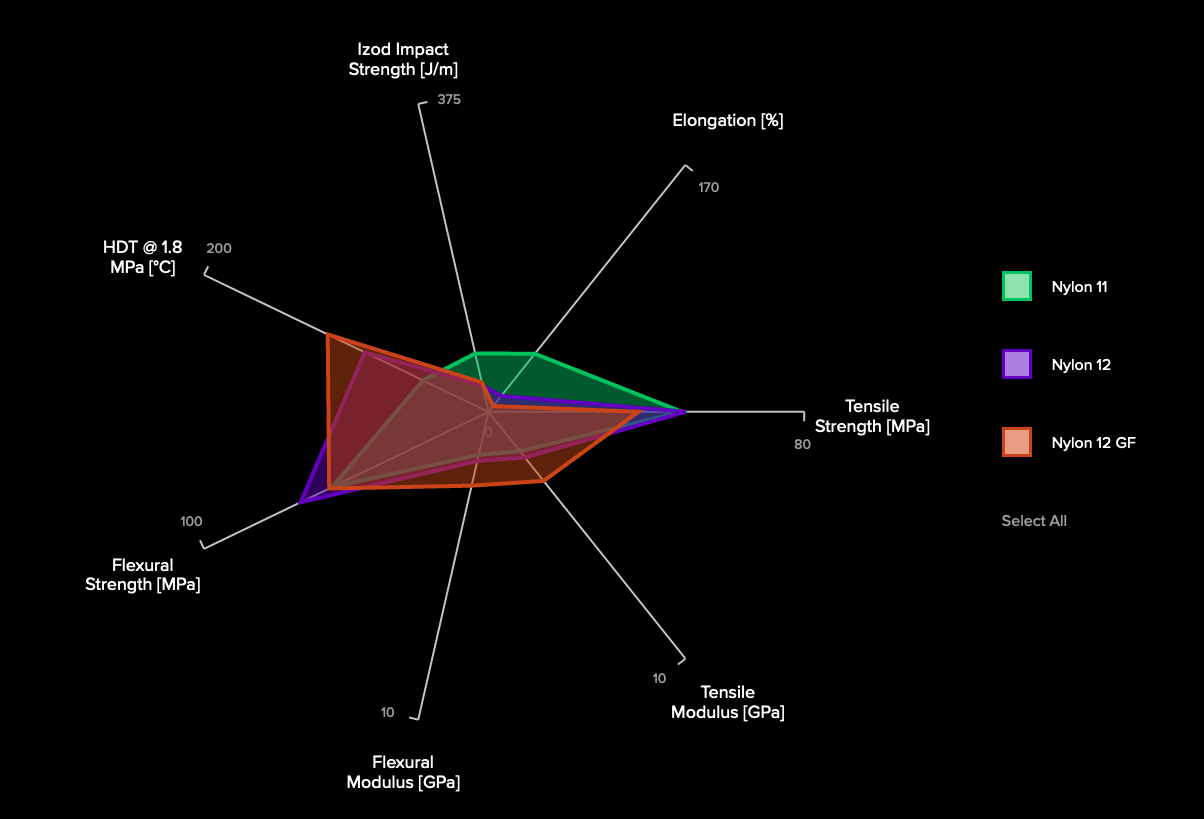
SLS Materials compared on Formlabs.com
Other materials
Other plastics, including TPU (flexible) are in development. New materials will be listed on the FormLabs website when available.
Design Considerations
With thanks to SolidPrint
Print times are majorly influenced by the number of layers (vertical height of the job), but only minor-ly influenced by the amount of printed material on each layer. The Packing Density number is an indicator of this efficiency. This is good reason to use the One-Click Print button to help optimise this.
Supports: not necessary, fused powder is supported by unfused powder during printing.
Distance between prints, can't be 0. There is a part-fusing of some material around each print for surface-quality-reasons, called onion-skinning.
Design parts in such a way as to not trap powder in areas where you can’t reach it, thin channels and right angles in deep enclosed cavities can make powder almost impossible to remove completely.
Print-in-Place parts have some out very well for us so far. Be mindful of being able to clear out the dust between the intersecting parts.
The spread of heat can mean that small details may not show on the surface of parts, if you have features that need to be clear then make them emboss or indent out of the main surface by at least 0.5mm.
Multiple small parts can be designed to connect via tabs to a grid similar to Airfix models, this makes them much easier to clean up and blast. Sinter boxes are also an option, these are simple mesh boxes with parts positioned inside them.
Avoid thick blocky features in your parts as they can affect the cooling rate, add gaps and holes where you can keep the wall thicknesses and thus the cooling rate consistent across the part.
Flexible Nylon12: not really. Quite strong with thin wall thicknesses, but small features may snap off.
Consistency of finishing process. As it is a manual process, parts can be dusty after prolonged cleaning, and the method isn't 100% guaranteed to get all unfused material. For your application, you might want to take to a sand-blasting facility to polish (not a facility we have).
Test your parts before mass production. Print it in different orientations and see which one meets the requirements best, then make any needed changes. Going through this testing process is important for optimising production.
Cost Depends on Volume of Material Used and the Bounding Box dimensions of the Prinit Job. We are still figuring this out!
* There is an ROI calculator on the Formlabs website.